کیفیت حکاکی لیزری روی فلز معمولاً با این علائم خودش را نشان میدهد: نوشتهها پَخ و دندانهدار میشوند، عمق حک یکنواخت نیست، رنگ/کنتراست افت میکند، خطوط قطع و وصل میشوند یا روی سطح فلز سوختگی و لکه دیده میشود.
در بیشتر موارد، افت کیفیت به چند عامل مشخص برمیگردد و اگر درست عیبیابی کنید، بدون هزینهی سنگین قابل رفع است.
در این مقاله ۱۲ علت پرتکرار افت کیفیت حکاکی روی فلز را با نشانهها + علت + راهحل عملی بررسی میکنیم.
افت کیفیت حکاکی لیزری روی فلز یعنی چه و چطور خودش را نشان میدهد؟
قبل از اینکه سراغ علتها برویم، باید بدانیم «افت کیفیت» دقیقاً چه نشانههایی دارد. چون هر نشانه معمولاً به یک دسته مشکل خاص اشاره میکند و مسیر عیبیابی را کوتاهتر میکند. اگر از [نسل جدید ماشینآلات فایبر مارکینگ شایاحک] استفاده میکنید، شناخت این الگوها به شما کمک میکند تا همیشه خروجی کار را در بالاترین سطح استاندارد نگه دارید.
علائم رایج افت کیفیت:
پخش شدن یا دندانهدار شدن لبهی نوشتهها
کمرنگ شدن یا کاهش عمق حک نسبت به قبل
تغییر کیفیت در نقاط مختلف قطعه (یک سمت خوب، یک سمت بد)
رگهدار شدن سطح یا پر نشدن یکدست داخل نوشته/لوگو
سوختگی، لکه، یا تغییر رنگ ناخواسته روی فلز
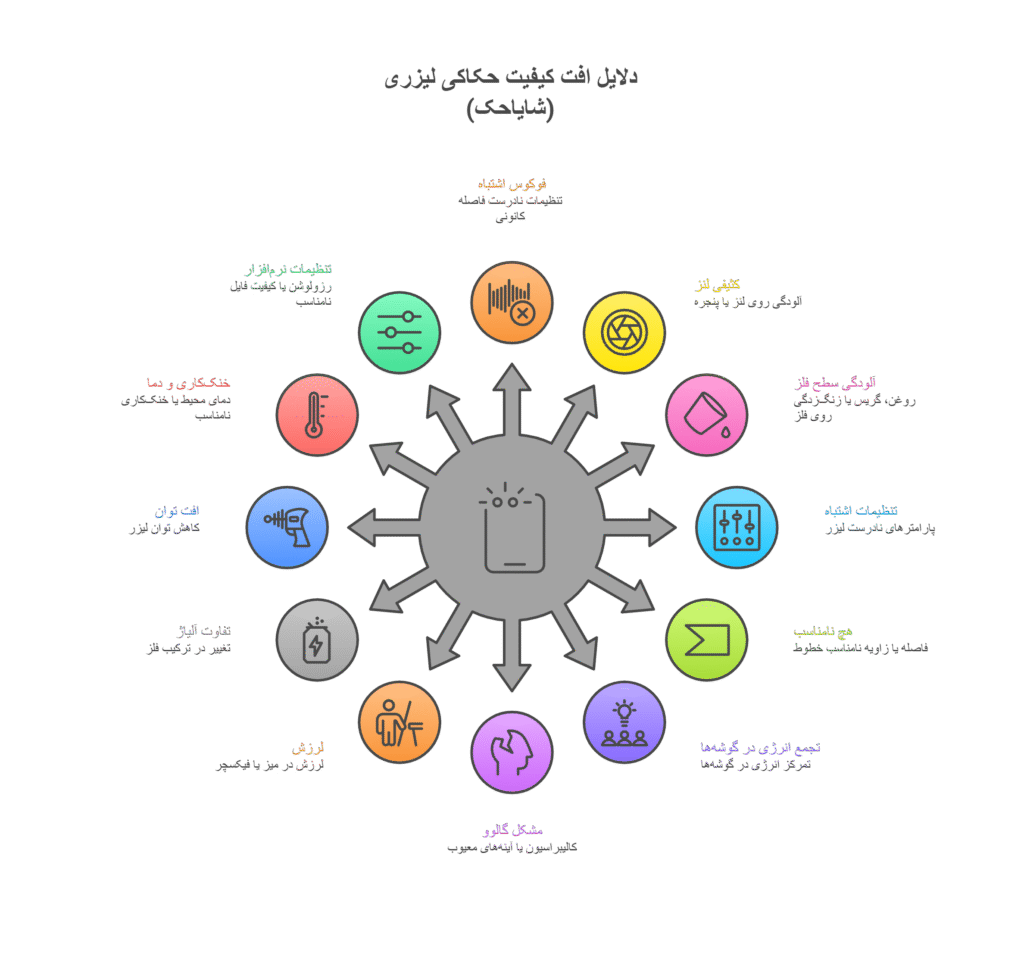
مهمترین دلایل افت کیفیت حکاکی لیزری روی فلز
برای اینکه سریعتر مشکل را پیدا کنید، ۱۲ علت رایج را در ۳ دستهی اصلی خلاصه کنید: اپتیک و فوکوس، تنظیمات و نرمافزار، مکانیک، متریال و توان واقعی دستگاه.
اگر وسط تولید کیفیت افت کرد، معمولاً اول از دستهی اپتیک شروع کنید چون سریعترین و پرتکرارترین است.
۱۲ دلیل رایج افت کیفیت حکاکی لیزری روی فلز + راهحلهای عملی
در این بخش، هر علت را همراه با نشانهها، علت اصلی و راهحل سریع میبینید. پیشنهاد میشود این بخش را بهعنوان چکلیست دائمی کنار دستگاه نگه دارید.
۱) فوکوس اشتباه یا ناپایداری فاصله کانونی (Defocus)
نشانهها: پَخ شدن لبهها، کمرنگ شدن حک، تفاوت کیفیت از یک سمت به سمت دیگر
علت: فاصله سطح قطعه تا لنز با فاصله کانونی واقعی همخوان نیست یا قطعه تاب دارد.
راهحل سریع:
فوکوس را دقیق تنظیم کنید (با تنظیم رد لایت).
قطعه را فیکس کنید؛ اگر تاب دارد تکیهگاه بگذارید.
تراز بودن میز دستگاه حکاکی لیزری و همصفحه بودن قطعه را چک کنید.
۲) کثیفی لنز F-Theta یا پنجره محافظ (Protective Window)
نشانهها: افت ناگهانی کنتراست، لکههای سوخته، تغییر کیفیت بعد از چند ساعت کار
علت: دود، گردوغبار یا بخار روغن روی اپتیک مینشیند و انرژی لیزر را پخش میکند.
راهحل سریع:
اول پنجره محافظ را تمیز یا تعویض کنید (سریعترین تست).
لنز را فقط با ابزار و محلول استاندارد اپتیک تمیز کنید.
مسیر Air Assist و فشار هوا را بررسی کنید.
۳) آلودگی سطح فلز: روغن، گریس، زنگزدگی، اکسید
نشانهها: تغییر رنگ ناهمگون، نوسان کیفیت بین قطعات مشابه، لکههای تیره
علت: لیزر بهجای فلز روی لایه آلودگی واکنش میدهد یا آلودگی در حرارت میسوزد.
راهحل سریع:
قبل از حکاکی لیزری ، سطح را با حلال مناسب (مثل الکل صنعتی) تمیز کنید.
زنگ و اکسید را حذف کنید.
قطعات روغنی را قبل از تولید سریکاری استانداردسازی کنید.
۴) تنظیمات اشتباه Power / Speed / Frequency / Pulse
نشانهها: سوختگی، پَخ شدن خطوط، عمق کم یا برادهسازی زیاد، رنگ بد
علت: ترکیب پارامترها با جنس فلز و هدف (مارک/حک لیزری) سازگار نیست.
راهحل سریع:
بهجای تغییر تصادفی، تست ماتریسی انجام دهید (Grid Test).
هدف را مشخص کنید: «فقط حکاکی لیزری»، «حک عمیق» و یا برش و حکاکی در کنارهم.
از پروفایلهای جدا برای هر فلز استفاده کنید.
۵) هچ (Hatch) نامناسب: فاصله خطوط، زاویه، تعداد پاس
نشانهها: رگهدار شدن، پر نشدن یکدست، کثیفی زیاد روی کار
علت: Hatch Spacing نامناسب یا زاویه ثابت باعث ناهمگنی و رد خط میشود.
راهحل سریع:
فاصله هچ را بهینه کنید (نه خیلی درشت، نه خیلی ریز).
زاویه هچ را بین پاسها تغییر دهید (۰/۹۰ یا ۴۵/۱۳۵).
پاسهای بیشتر با فشار کمتر معمولاً کیفیت بهتری میدهند.
۶) تجمع انرژی در گوشهها و ابتدا/انتهای خطوط (Corner Issues)
نشانهها: سوختگی یا ضخیم شدن گوشهها، تغییر رنگ در انتهای خطوط
علت: سرعت واقعی در گوشهها کاهش مییابد و انرژی جمع میشود.
راهحل سریع:
توان را کمی کم کنید یا سرعت را منطقی تنظیم کنید.
برای متن ریز از فونت مناسب و مسیر حک بهینه استفاده کنید.
۷) مشکل گالوو (Galvo): کالیبراسیون، آینهها، خطا یا لقی
نشانهها: دفرمه شدن طرح، تغییر ابعاد، خطوط لرزان، تکرارپذیری پایین
علت: کالیبراسیون میدان بههم خورده یا هد/آینهها مشکل مکانیکی دارند.
راهحل سریع:
Field Calibration را با الگوی تست انجام دهید.
پیچها، اتصالات و لرزش بدنه را بررسی کنید.
اگر خطا پایدار است، سرویس تخصصی لازم میشود.
۸) لرزش میز، شاسی یا فیکسچر (Vibration)
نشانهها: دندانهدار شدن خطوط، موجدار شدن نوشتهها و عدم انطباق دقیق لایهها در تکرار پاسها.
علت: لرزش مکانیکی باعث جابهجایی ناچیز اما مخربِ نقطه فوکوس لیزر روی قطعه میشود.
راهحل سریع:
دستگاه حکاکی و سازه آن را روی سطح کاملاً محکم، تراز و بدون ارتعاش قرار دهید.
سرعتهای خیلی بالا را با توجه به استحکام شاسی سیستم محدود کنید.
در صورت استفاده از نگهدارندهها، قطعه باید کاملاً بدون لقی مهار شود؛ اگر برای خط تولید خود نیاز به سازههای تخصصی و بدون ارتعاش دارید، میتوانید [مشخصات فنی و انواع فیکسچرهای صنعتی ماشینآلات حکاکی] را بررسی کنید تا قطعات کاملاً صلب و بدون کوچکترین جابهجایی قفل شوند.
۹) تفاوت آلیاژ یا پوشش سطحی (متریال واقعی متفاوت است)
نشانهها: روی یک سری قطعه عالی، روی سری دیگر افت کیفیت
علت: آلیاژ، درصد عناصر، پولیش سطح، آبکاری یا پوشش متفاوت است.
راهحل سریع:
قبل از تیراژ، یک تست کوتاه روی همان بچ انجام دهید.
برای هر آلیاژ/پوشش پروفایل جدا بسازید.
مشخصات متریال را از تأمینکننده بگیرید.
۱۰) افت توان واقعی: سورس، کابل، کانکتورها
نشانهها: عمق کمتر از قبل، نیاز به افزایش توان برای نتیجه مشابه
علت: توان خروجی واقعی افت کرده یا اتصال/کابل مشکل دارد.
راهحل سریع:
کانکتورها و کابل را از نظر آسیب و شل بودن بررسی کنید.
افت توان محسوس = سرویس سورس جدی گرفته شود.
۱۱) خنککاری و دمای محیط
نشانهها: افت کیفیت بعد از گرم شدن دستگاه، نوسان در ساعات مختلف
علت: تغییر دما روی پایداری توان و رفتار سیستم اثر میگذارد.
راهحل سریع:
تهویه محیط کار را بهبود دهید.
۱۲) تنظیمات نرمافزار و کیفیت فایل: رزولوشن، برداری/پیکسلی، فونت
نشانهها: دندانهدار شدن، از بین رفتن جزئیات ریز، جا افتادن خطوط
علت: فایل بیکیفیت، خروجی نامناسب (Raster/Vector) یا تنظیمات مارکینگ غلط است.
راهحل سریع:
برای لوگو و متن از فایل برداری (AI/DXF/SVG) استفاده کنید.
فونتهای خیلی نازک/ریز را اصلاح کنید.
ترتیب حک (Outline و Fill) را تست کنید.
رزولوشن و فاصله خطوط را منطقی تنظیم کنید.
چکلیست سریع برای رفع افت کیفیت حکاکی لیزری روی فلز (۵ دقیقهای)
اگر وسط تولید کیفیت افت کرد، این ترتیب را بروید:
پنجره محافظ/لنز کثیف؟ (تمیز/تعویض)
فوکوس و تراز قطعه درست است؟
سطح قطعه روغنی/اکسیدی نیست؟
فایل و تنظیمات تغییر نکرده؟
لرزش یا شل بودن فیکسچر/هد وجود ندارد؟
جمعبندی: برای جلوگیری از افت کیفیت حکاکی روی فلز چه کار کنیم؟
در عمل، بیشترین افت کیفیت از همینها میآید: کثیفی اپتیک، فوکوس اشتباه، آلودگی سطح قطعه و تنظیمات نامناسب.
اگر برای هر فلز یک پروفایل تنظیمات استاندارد بسازید، سرویس اپتیک را روتین کنید و قبل از تولید تیراژ تست کوتاه بزنید، کیفیت حکاکی پایدار میماند و ضایعات بهشدت کم میشود.