حکاکی روی قطعات سخت صنعتی مانند آهن، چدن و فولاد، پایه و اساس کار در صنایع قطعهسازی، مجموعههای خودرویی و قالبسازی است. سورسهای ریکاس (Raycus) به دلیل توان ضربه بالا در فرکانسهای پایین، ابزاری ایدهآل برای این دسته از فلزات سخت هستند. با این حال، اپراتورها در این مسیر با چالشهایی مثل دوده زدن، تغییر رنگ ناخواسته یا سرعت پایین در حکاکیهای عمیق مواجه میشوند.
در این مقاله، پارامترهای واقعی نرمافزار EzCad2 برای سورسهای فایبر و تکنیکهای عیبیابی آنها را بررسی میکنیم.
رفتار فیزیکی فلزات سخت زیر پرتو لیزر فایبر
برخلاف آلومینیوم که گرما را به سرعت دفع میکند، آهن و فولاد گرما را در خود نگه میدارند. این ویژگی به ما اجازه میدهد که با تنظیم درست پارامترها، به راحتی به عمق بالا یا حکاکی مشکی پررنگ دست پیدا کنیم؛ البته برای صنایع قالبسازی یا قطعاتی که بعداً رنگ میشوند، پیشنهاد میکنیم حتماً [راهنمای انتخاب دستگاه برای حکاکی عمیق فلزات] را مطالعه کنید تا بهترین توان و تکنولوژی را انتخاب کنید. چدن نیز به دلیل داشتن کربن بالا در بافت خود، در هنگام حکاکی تمایل زیادی به تولید دوده دارد که کنترل فرکانس و سرعت در آن حرف اول را میزند.
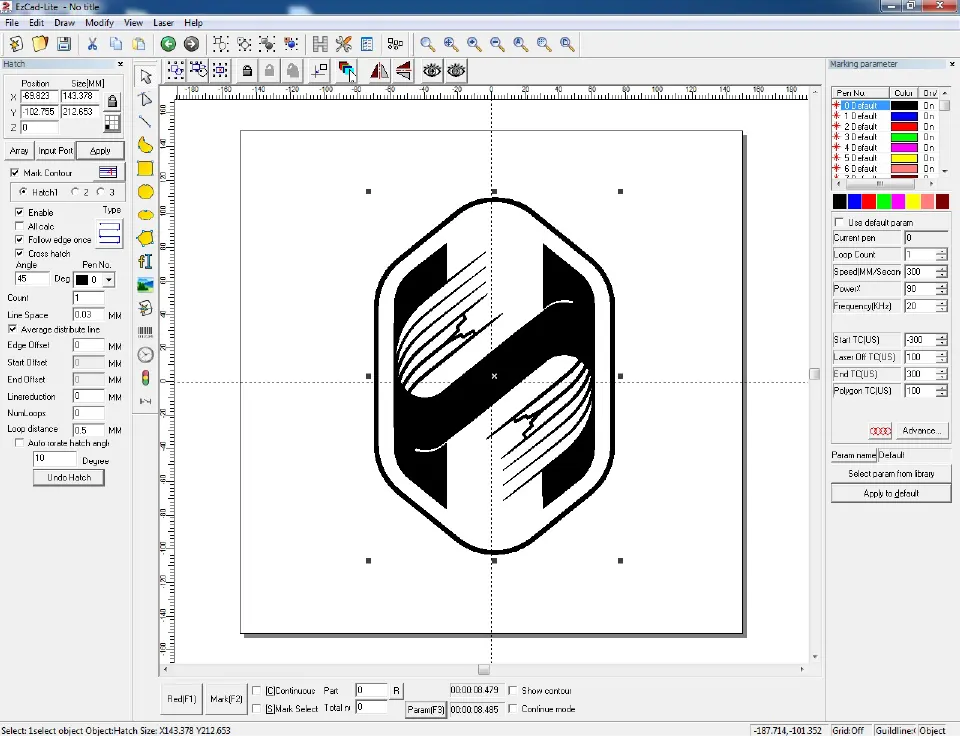
جدول تنظیمات واقعی در EzCad2 (مبنا: سورس 30W / لنز 110)
نوع متریال و خروجی | سرعت (mm/s) | توان (%) | فرکانس (kHz) | تنظیمات هچ (Hatch Settings) |
|---|---|---|---|---|
حکاکی عمیق روی فولاد/آهن
(حکاکی شماره شاسی یا قطعات خودرو)
| 300 – 500 | 80% – 90% | 20 – 25 | Multi-Hatch: ۳ هچ متقاطع (زاوایای ۰، ۴۵، ۹۰)
Line Space: 0.03 mm
✔️ فعال کردن گزینه All Calc
|
حکاکی مشکی روی فولاد
(مارکینگ ضدآب و بدون عمق)
| 200 – 400 | 40% – 55% | 35 – 45 | Hatch 1: Bi-directional (دوطرفه)
Line Space: 0.015 mm (بسیار فشرده)
|
حکاکی روی چدن
(کنترل دوده و تیره شدن)
| 600 – 900 | 60% – 75% | 30 – 40 | Hatch 1: Zigzag ساده
Line Space: 0.04 mm
❌ بدون کادر (No Outline) برای کاهش دوده لبهها
|
راهنمای عیبیابی و کالیبراسیون کارگاهی در زمان حکاکی لیزری روی آهن (Troubleshooting)
اگر در زمان کار روی قطعات آهنی یا چدنی خروجی مطلوبی نگرفتید، از این فرمولها استفاده کنید:
۱. علت دوده زدن شدید و سیاه شدن اطراف حکاکی چیست؟
- انباشت کربن و ذوب سطحی: این مشکل بهویژه روی چدن و آهنآلات جذبکننده گرما رخ میدهد.
- راه حل فوری: سرعت حکاکی را کمی بالا ببرید و فرکانس را روی ۳۵ تا ۴۰ کیلوهرتز تنظیم کنید. همچنین فاصله خطوط هچ (Line Space) را از ۰.۰۳ به ۰.۰۴ یا ۰.۰۵ افزایش دهید تا فلز فرصت دفع گرما را داشته باشد. استفاده از یک مکنده (Fume Extractor) قوی در این متریالها الزامی است تا دوده روی سطح کار رسوب نکند.
۲. اگر حکاکی عمیق روی فولاد زمانبر است و عمق نمیگیرد:
- فرکانس خیلی بالا است: برای لایهبرداری سنگین از روی فولاد سخت، فرکانس سورس ریکاس باید روی کمترین حد ممکن (۲۰ کیلوهرتز) قرار گیرد تا انرژی هر پالس (Pulse Energy) حداکثر ضربه را وارد کند.
- عدم استفاده از قابلیت چرخش هچ: اگر در تمام پاسها لیزر با یک زاویه مشخص هچ بزند، پرتو به دیوارههای شیار برخورد کرده و عمق کار متوقف میشود. حتماً گزینه Hatch Angle Rotating را فعال کنید تا در هر پاس، زاویه تغییر کند و مسیر پرتو باز بماند.
۳. چرا حکاکی لیزری روی آهن بعد از مدتی زنگ میزند و کمرنگ میشود؟
- وقتی سطح آهن یا فولاد معمولی را حکاکی میکنید، لایه محافظ اکسید آن از بین میرود و در مجاورت هوا سریعاً زنگ میزند.
- راه حل: برای قطعاتی که در محیطهای مرطوب قرار دارند، از تکنیک حکاکی مشکی (Annealing) استفاده کنید. در این روش با توان متوسط، فرکانس بالا و سرعت پایین، سطح فلز را بدون ایجاد عمق، اکسید و تیره میکنیم. این لایه اکسید تیره، خودش مقاومت بالایی در برابر زنگزدگی دارد.